
Hiện tại, có hai trường hợp sử dụng liên kết dẫn điện trong lĩnh vực pin dòng:
Cảnh 1:
Hiện tại, cấu trúc kênh dòng chảy trên tấm lưỡng cực của pin dòng chảy được hình thành bằng cách đặt một tấm kênh dòng chảy, được chế tạo thông qua phương pháp cắt khuôn, cắt dây hoặc các phương pháp đúc khác, lên tấm lưỡng cực. Sau đó, nó được gắn chặt vào tấm lưỡng cực thông qua việc gắn kết cấu hoặc lớp phủ dính ở giai đoạn sau. Phương pháp này có một số vấn đề:
1. Không an toàn, tấm kênh dòng chảy có thể bị dịch chuyển do nhiều yếu tố khác nhau như sự chuyển động của ngăn pin nhiên liệu và sự ăn mòn lâu dài của chất điện phân;
2. Keo dùng để pha chế hoặc phủ cần có áp suất và thời gian nhất định để làm khô và đóng rắn bề mặt nên thao tác mất nhiều thời gian và cần phải ép. Quy trình vận hành rườm rà, dẫn đến chu kỳ sản xuất kéo dài;
3. Keo dùng để phân phối và phủ thường không có khả năng chống ăn mòn axit-bazơ và điện hóa lâu dài;
4. Do chất kết dính dẫn điện có điện trở trong tương đối cao nên việc phân phối hoặc phủ cục bộ được chọn. Sẽ có sự chênh lệch về chiều cao ở những vị trí không dán keo, điều này khiến tấm kênh dòng chảy trên tấm lưỡng cực không khớp chặt với tấm lưỡng cực, dẫn đến điện trở tiếp xúc cao;
5. Loại keo dùng để pha chế và phủ có tính chất cách điện. Tất nhiên, keo dẫn điện cũng có thể được tạo ra bằng cách thêm các chất dẫn điện vào đó. Tuy nhiên, để chống lại sự ăn mòn axit-bazơ và điện hóa, vật liệu dẫn điện trong chất dẫn điện chủ yếu là vật liệu carbon có kích thước nano có diện tích bề mặt cao và hàm lượng chất rắn của chúng vốn thấp. Vì vậy độ dẫn điện của keo dẫn điện cũng tương đối thấp. Nếu tỷ lệ vật liệu dẫn điện tăng lên, hàm lượng nhựa sẽ giảm tương đối và độ bám dính sẽ giảm. Vì vậy, độ dẫn điện của keo dẫn điện tương đối kém.
Cảnh 2:
Vật liệu điện cực cho pin dòng kẽm-brôm chủ yếu bao gồm các điện cực vật liệu carbon khác nhau, chẳng hạn như carbon xốp, vải điện cực than chì hoặc nỉ điện cực than chì. Thông thường, quy trình này bao gồm việc ép nóng bề mặt của tấm lưỡng cực nhựa dẫn điện để làm nóng chảy nó, sau đó dán điện cực vật liệu carbon lên đó. Ưu điểm của quá trình này là độ bám dính rất mạnh. Tuy nhiên, cũng có những vấn đề, trong đó vấn đề chính là:
1. Ép nóng ở nhiệt độ cao có thể làm hỏng cấu trúc cơ học của vật liệu điện cực;
2. Dưới nhiệt độ cao, các tấm lưỡng cực nhựa dẫn điện sẽ trải qua quá trình bay hơi vật liệu nhất định, khi bám vào các điện cực vật liệu carbon có thể gây hư hỏng các nhóm chức năng hoạt động của các điện cực vật liệu carbon, do đó ảnh hưởng đến hiệu suất.
Để giải quyết các vấn đề nêu trên, màng keo nóng chảy dẫn điện do công ty chúng tôi sản xuất có những đặc điểm sau:
1. Vật liệu chủ yếu bao gồm nhựa nhiệt dẻo, có khả năng chống ăn mòn axit và kiềm cũng như ăn mòn điện hóa tuyệt vời;
2. Nó có nhiệt độ nóng chảy thấp hơn và thời gian liên kết nóng chảy ngắn hơn, rất thích hợp cho sản xuất hàng loạt;
3. Độ bám dính tuyệt vời, cho phép liên kết bao phủ toàn bộ trên toàn bộ bề mặt, không để lại vùng chết và đạt được độ bám dính tổng thể;
4. Với độ dẫn điện tuyệt vời, độ dẫn điện ≥15S/cm, cao hơn so với hầu hết các tấm lưỡng cực nhựa dẫn điện và có tác dụng tốt trong việc giảm điện trở tiếp xúc.
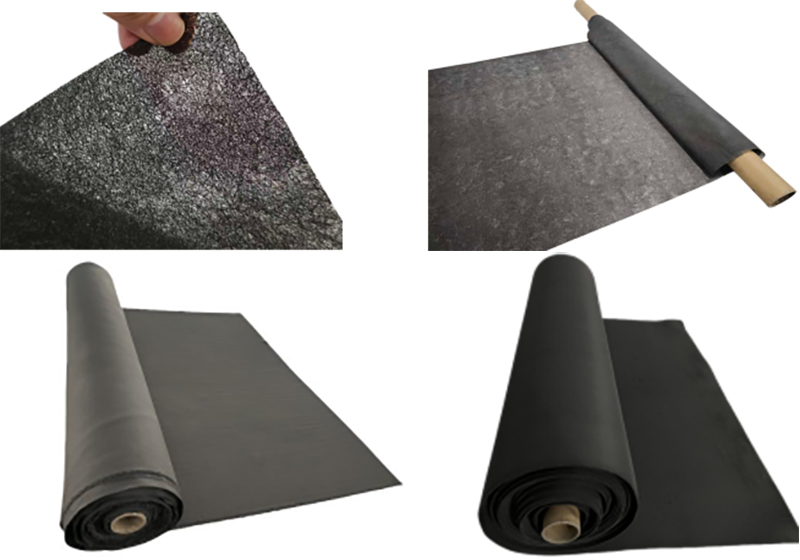
Sản phẩm được đóng gói dạng cuộn, dễ cắt. Nó không chứa dung môi, không bay hơi, không có mùi và không gây ô nhiễm môi trường.
Màng dính dẫn điện
| Hàm lượng cacbon | Giá trị điện trở (Điện trở vuông) | Độ dẫn cụ thể | độ dày | Nhiệt độ nóng chảy | Thời gian ép nóng |
| ≥30% | 100Ω | ≥15S/cm | 0,05-0,2mm | ≥70oC | ≥30s |
Lưu ý đặc biệt:
1. Màng dính dẫn điện này có khả năng chống ăn mòn bởi các hệ thống điện phân khác nhau như toàn vanadi, sắt-crom, kẽm-brom, v.v., và cũng có khả năng chống ăn mòn điện hóa;
2. Trong tất cả các vanadi, sắt-crom và các hệ thống khác, nó có thể liên kết chắc chắn các tấm lưỡng cực và tấm trường dòng chảy để tạo ra các tấm lưỡng cực với các kênh dòng chảy;
3. Trong pin dòng kẽm-brom, nó có thể liên kết các tấm lưỡng cực và điện cực (vải điện cực và nỉ điện cực) với nhau để tạo thành các điện cực tích hợp.





")




